The integration of a robust conveyor belt in factory system is paramount to modern manufacturing and logistics. These systems aren’t merely about moving materials; they represent a fundamental shift towards increased efficiency, reduced labor costs, and improved workplace safety. Globally, the demand for optimized material handling solutions is soaring, driven by the relentless pursuit of streamlined operations and faster production cycles. The need for efficient conveyor belt in factory applications spans across diverse industries, from food processing and pharmaceuticals to automotive and e-commerce.
The significance of conveyor belt in factory extends beyond economic benefits. In disaster relief and humanitarian aid efforts, portable conveyor systems enable the rapid distribution of essential supplies. Furthermore, advancements in conveyor technology are directly contributing to the realization of Industry 4.0 principles – integrating automation, data exchange, and manufacturing technologies. The International Organization for Standardization (ISO) continues to refine standards related to conveyor design and safety, highlighting the global commitment to best practices.
Essentially, the effectiveness of a modern supply chain and the success of many manufacturing processes hinge upon the reliable and efficient performance of conveyor belt in factory systems. They are the unseen backbone of countless industries, constantly working to keep the world moving.
The Evolution of conveyor belt in factory
The earliest forms of conveyor belt in factory systems date back to the 19th century, initially employed in mining and grain handling. These rudimentary systems were primarily mechanical, relying on belts and pulleys to transport materials. However, the true transformation began with the advent of electrification and the development of more durable belt materials in the 20th century.
Over time, innovations like variable speed controls, automated sorting systems, and advanced sensor technologies dramatically enhanced the capabilities of conveyor belt in factory. The integration of programmable logic controllers (PLCs) and, more recently, artificial intelligence (AI) has ushered in an era of “smart” conveyor systems capable of self-optimization and predictive maintenance.
Understanding conveyor belt in factory
A conveyor belt in factory system is a mechanical handling system that moves materials horizontally or vertically. It consists of a continuous moving belt (typically made of rubber, plastic, metal, or fabric) supported by rollers or a sliding bed. These systems are essential for automating the transfer of goods within a manufacturing facility, warehouse, or distribution center, reducing the need for manual labor and improving throughput.
The connection to modern industry is undeniable. From automotive assembly lines to food processing plants and package delivery services, conveyor belt in factory are integral to maintaining production flow and meeting consumer demand. Their adaptability and scalability make them suitable for a wide range of applications.
In humanitarian contexts, rapidly deployable conveyor belt in factory systems are proving invaluable for sorting and distributing aid supplies in disaster-stricken areas, enhancing the efficiency of relief efforts and enabling faster response times.
Core Attributes of conveyor belt in factory
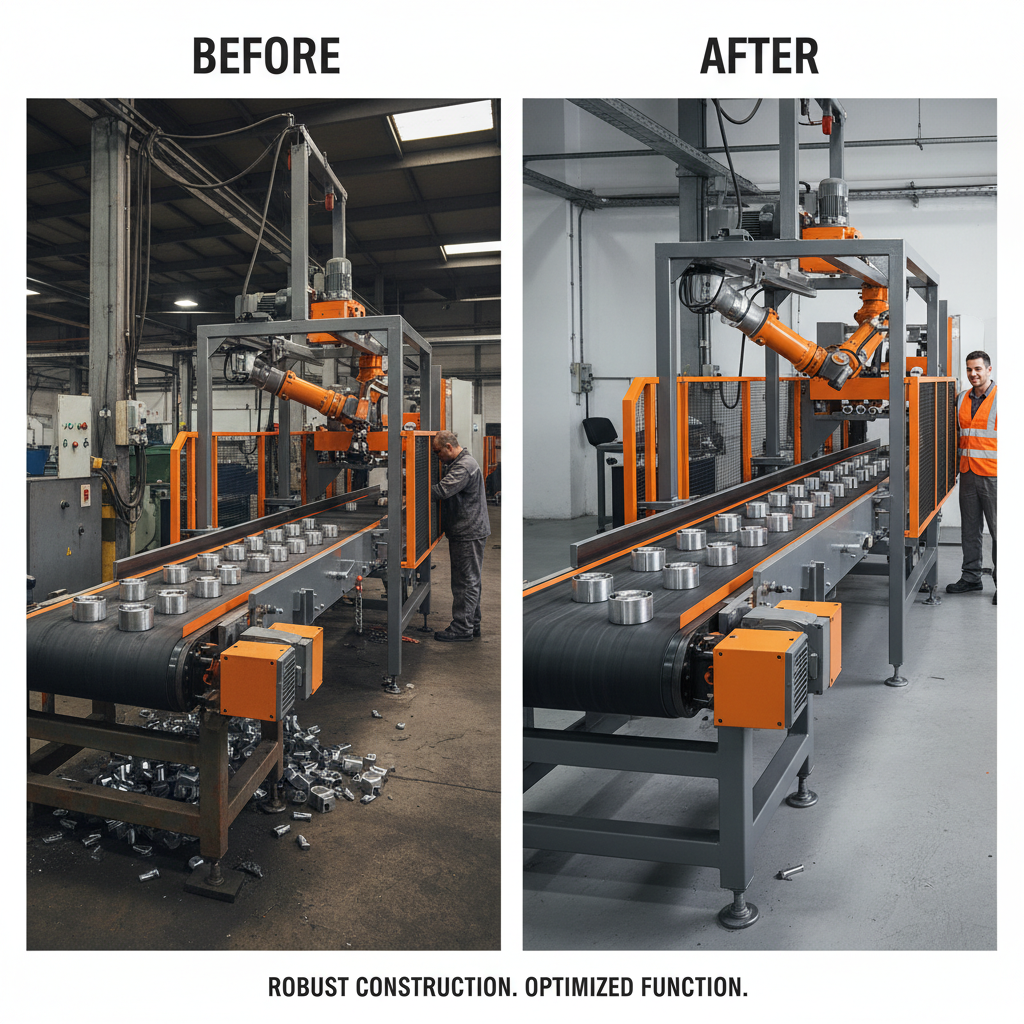
Durability is a cornerstone of effective conveyor belt in factory systems. Belts must withstand constant friction, varying loads, and potentially abrasive materials. The selection of appropriate belt materials and regular maintenance are critical for ensuring longevity and minimizing downtime.
Scalability is another vital attribute. Systems must be adaptable to changing production volumes and facility layouts. Modular designs and configurable components allow for easy expansion or modification as business needs evolve. A well-designed conveyor belt in factory system can grow alongside a company.
Cost efficiency is achieved through reduced labor requirements, minimized material handling costs, and increased throughput. While the initial investment can be substantial, the long-term return on investment (ROI) is often significant, particularly in high-volume production environments.
Performance Indicators for conveyor belt in factory
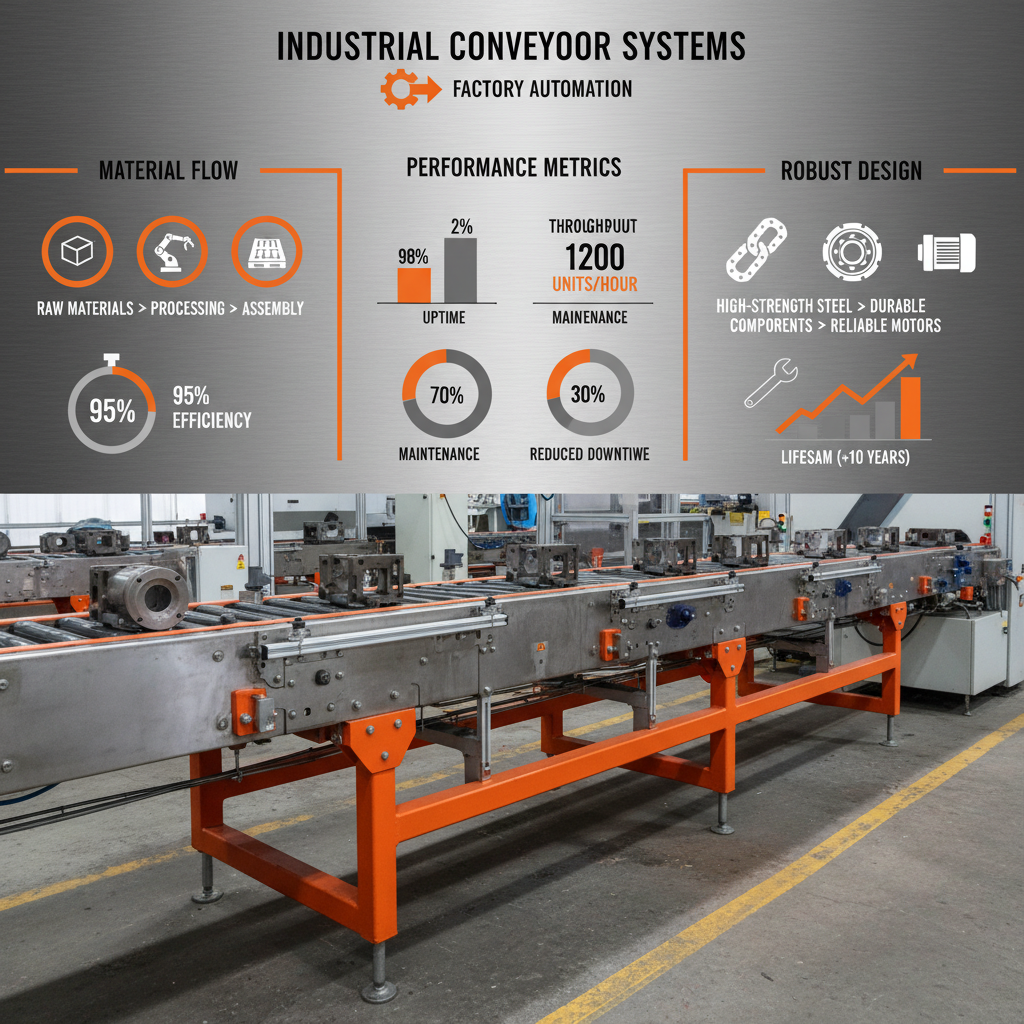
Evaluating the performance of a conveyor belt in factory system is crucial for identifying areas for improvement and maximizing efficiency. Key performance indicators (KPIs) include throughput rate, uptime percentage, maintenance frequency, and energy consumption. Regularly monitoring these metrics provides valuable insights into system health.
Furthermore, assessing the accuracy of sorting systems and the rate of product damage are also essential. Data collected from these KPIs can be used to optimize belt speed, adjust routing configurations, and implement preventative maintenance schedules.
Comparison of conveyor belt in factory Methods
Global Deployment of conveyor belt in factory
The implementation of conveyor belt in factory systems is widespread across the globe, with significant concentrations in manufacturing hubs in Asia (China, Japan, South Korea), Europe (Germany, Italy), and North America (United States, Canada). These regions represent major industrial centers with a high demand for efficient material handling solutions.
In post-disaster relief operations, organizations like the Red Cross and Doctors Without Borders utilize portable conveyor belt in factory systems to expedite the distribution of essential supplies. In remote industrial zones, such as mining operations in Australia and South America, these systems are critical for transporting raw materials and finished products.
The Value Proposition of conveyor belt in factory
The advantages of incorporating conveyor belt in factory systems are manifold. Tangible benefits include reduced labor costs, increased throughput, improved workplace safety, and enhanced product handling. From a sustainability perspective, optimized conveyor systems can minimize energy consumption and reduce waste.
Beyond the economic and operational advantages, conveyor belt in factory contribute to a more dignified and reliable work environment. Automation reduces the risk of repetitive strain injuries and eliminates the need for manual lifting, fostering a safer and more productive workforce. The increased efficiency and reliability they provide also build trust with customers and stakeholders.
Investing in quality conveyor belt in factory isn’t just a cost-saving measure; it’s a commitment to innovation, sustainability, and the well-being of your workforce.
Future Landscape of conveyor belt in factory
The future of conveyor belt in factory is inextricably linked to advancements in automation, digitalization, and sustainability. We can expect to see increased integration of AI and machine learning algorithms to optimize system performance and enable predictive maintenance. The development of smart belts with embedded sensors will provide real-time data on material flow and system health.
Green energy solutions, such as solar-powered conveyors and energy-efficient motor technologies, will become increasingly prevalent. Furthermore, the adoption of modular and reconfigurable conveyor systems will allow for greater flexibility and adaptability in response to changing production needs.
The convergence of these technologies will pave the way for fully automated and self-optimizing material handling systems, ushering in a new era of efficiency and productivity in manufacturing and logistics.
Summary of Future Challenges and Potential Solutions for conveyor belt in factory
| Challenge |
Impact on conveyor belt in factory |
Potential Solution |
Implementation Cost (Scale 1-10) |
| System Integration Complexity |
Difficulty integrating conveyors with existing automation systems. |
Standardized communication protocols (e.g., OPC UA) and modular system designs. |
6 |
| Energy Consumption |
High energy costs associated with running large conveyor systems. |
Energy-efficient motors, regenerative braking systems, and optimized belt speeds. |
7 |
| Maintenance Downtime |
Unexpected breakdowns lead to production delays and increased maintenance costs. |
Predictive maintenance using sensor data and AI-powered analytics. |
8 |
| Material Handling Variability |
Systems struggle to handle a wide range of material sizes and shapes. |
Flexible conveyor designs with adjustable guides and sorting mechanisms. |
5 |
| Data Security Concerns |
Increased connectivity exposes systems to cybersecurity threats. |
Robust cybersecurity protocols and data encryption measures. |
7 |
| Skilled Workforce Shortage |
Lack of qualified personnel to maintain and operate advanced conveyor systems. |
Comprehensive training programs and remote support services. |
4 |
FAQS
When choosing a conveyor belt in factory material, consider the type of material being conveyed (abrasive, sticky, hot, etc.), the load weight, the operating environment (temperature, humidity), and the desired belt lifespan. Rubber belts are versatile, PVC offers chemical resistance, and metal belts provide strength and heat resistance. Matching the material to the application is crucial for performance and longevity.
Regular maintenance is vital for preventing breakdowns and extending the life of your conveyor belt in factory. Daily inspections for belt wear, alignment issues, and lubrication needs are recommended. Monthly checks should include roller bearings, drive components, and safety guards. Annual comprehensive inspections by qualified technicians are also crucial.
Safety is paramount. Essential features include emergency stop buttons readily accessible along the conveyor's length, safety guards to prevent accidental contact with moving parts, light curtains or sensors to halt operation when an obstruction is detected, and clear warning signage. Adhering to relevant safety standards (e.g., ANSI, ISO) is crucial.
Optimize energy use by utilizing variable frequency drives (VFDs) to adjust belt speed based on demand, implementing regenerative braking systems to recapture energy during deceleration, selecting energy-efficient motors, minimizing conveyor length and complexity, and ensuring proper belt alignment to reduce friction. Regularly monitoring energy consumption can also identify areas for improvement.
Modular conveyor belt in factory systems offer flexibility, scalability, and ease of installation. Their modular design allows for quick reconfiguration and expansion to accommodate changing production needs. They are also easier to maintain and repair, as individual modules can be replaced without dismantling the entire system.
Absolutely! Conveyor belt in factory systems are commonly integrated with PLCs, robotic arms, sensors, and other automation technologies to create fully automated material handling solutions. Integration enables real-time data exchange, coordinated operation, and enhanced efficiency. Standardized communication protocols like Ethernet/IP and Modbus TCP facilitate seamless integration.
Conclusion
In conclusion, conveyor belt in factory systems are fundamental to modern manufacturing and logistics, offering a potent combination of efficiency, safety, and cost savings. Their evolution reflects a commitment to innovation, with emerging technologies promising even greater levels of automation, sustainability, and adaptability. A well-designed and maintained conveyor system isn't just a piece of equipment; it's a strategic asset that drives operational excellence.
Looking ahead, businesses must prioritize ongoing investment in conveyor technology and workforce training to capitalize on the full potential of these systems. Embracing data-driven insights, exploring green energy solutions, and fostering a culture of continuous improvement will be key to unlocking the next generation of material handling efficiency and resilience. Visit our website to explore how we can help optimize your material handling processes: www.jtconveyor.com.