Conveyor systems are the backbone of modern material handling, impacting everything from manufacturing and logistics to agriculture and even humanitarian aid. They aren’t just belts moving boxes; they’re complex networks engineered to optimize flow, reduce labor costs, and improve safety. Understanding the different conveyor types and applications is critical for anyone involved in project planning, operational efficiency, or supply chain management. Globally, the market for conveyor systems is substantial – estimated at over $40 billion annually and growing steadily as industries automate and demand faster, more reliable movement of goods. This isn't just about bigger businesses, smaller operations rely on these systems to be competitive too.
The increasing complexity of global supply chains presents a real challenge. We're seeing a push for greater efficiency, traceability, and responsiveness. This is where smart conveyor solutions come into play. Whether it’s integrating sensors for real-time monitoring, implementing variable speed drives to optimize throughput, or designing systems that can handle a wide range of materials, the right conveyor setup is paramount. I've seen projects grind to a halt because of a poorly chosen conveyor, and others soar thanks to a well-planned system.
From the dusty construction sites where I spend most of my time to the highly automated warehouses I visit, the need for effective material handling is constant. It’s a foundational element – get it right, and everything else flows smoother. Ignoring it or treating it as an afterthought is a recipe for delays, increased costs, and potentially even safety hazards. That’s why diving deep into conveyor types and applications is more crucial than ever.
The Importance of Understanding Conveyor Systems
Look, I’ve spent years on sites, watching how materials actually move, and it's rarely as simple as a straight line. Understanding the nuances of conveyor types and applications isn't about theoretical knowledge; it’s about avoiding bottlenecks, reducing manual handling, and ensuring a smooth, efficient workflow. I've seen too many projects over budget simply because they underestimated the complexities of moving materials.
It’s also a safety issue. Manual handling is a major cause of workplace injuries. A well-designed conveyor system minimizes the need for workers to lift, carry, and maneuver heavy objects, creating a safer and more ergonomic work environment. This isn't just good for employee morale; it reduces insurance costs and improves productivity.
Defining Conveyor Types and Applications
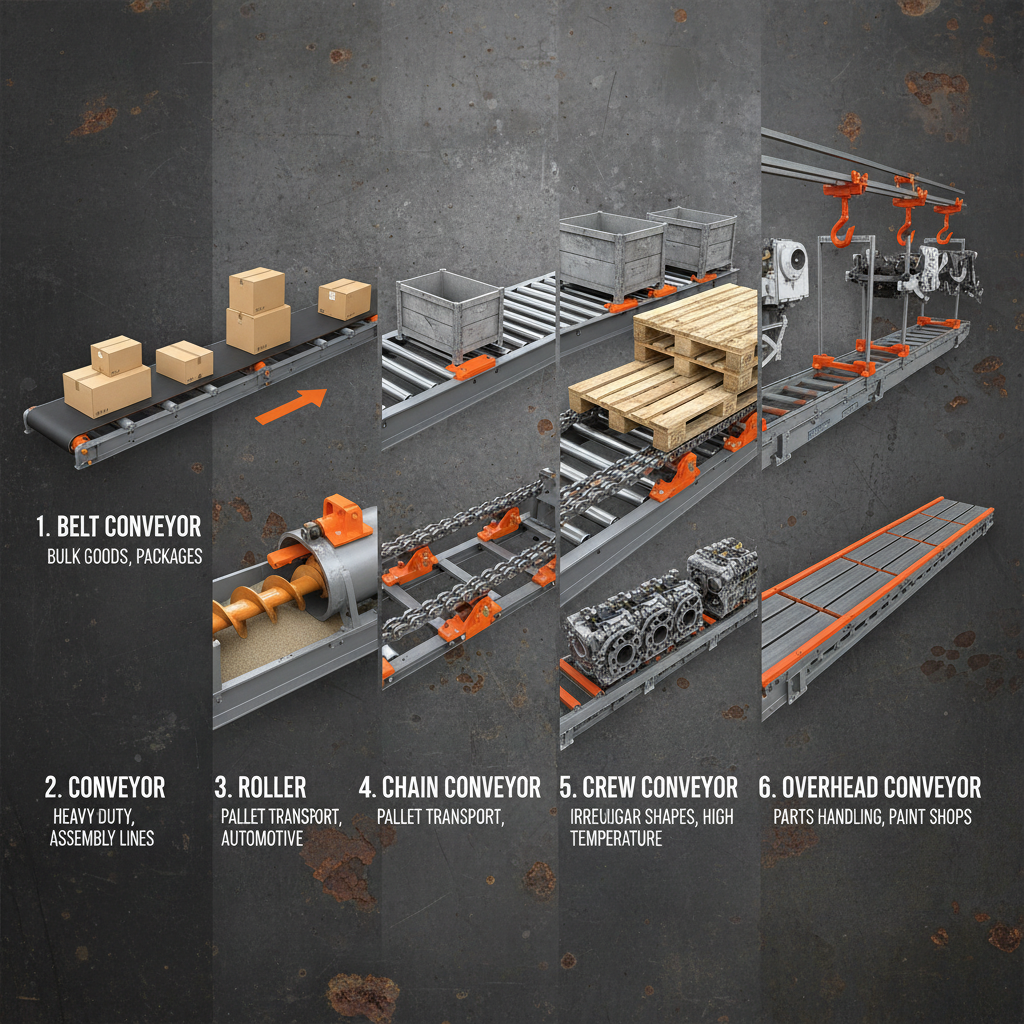
At its core, a conveyor system is a mechanical handling system that moves materials from one location to another. But the way it does that varies dramatically. We're talking belt conveyors – the workhorses of many industries – roller conveyors for handling pallets and boxes, chain conveyors for heavier loads, and specialized systems like screw conveyors for granular materials or vertical conveyors for elevation changes. Conveyor types and applications are intrinsically linked; the material being moved dictates the best type of conveyor.
These systems aren’t confined to factories. Think about the baggage handling at airports, the automated sorting in distribution centers, or even the simple conveyor belt at a grocery store checkout. They're everywhere. The ‘application’ part comes down to the specific needs of the operation: load weight, material characteristics, distance, speed, and environmental factors all play a role in the design.
And it's evolving. We’re seeing more integration with automation technologies, like robotics and machine learning, to create truly intelligent material handling systems. The focus is shifting from simply moving materials to optimizing the entire process.
Key Factors in Conveyor System Design
Durability is paramount. I’ve seen conveyors built with cheap materials fail under the strain of daily use. The components – belts, rollers, motors – need to be robust enough to withstand the operating conditions. This means considering the material being handled, the temperature, humidity, and potential exposure to dust, chemicals, or abrasive materials. You don't want to be constantly replacing parts.
Scalability is often overlooked. A system that works perfectly today might be inadequate tomorrow as your business grows. Designing for future expansion – the ability to add more conveyors, increase capacity, or integrate new technologies – is a smart investment. It’s cheaper to plan ahead than to retrofit later.
Cost efficiency isn't just about the initial purchase price. It’s about the total cost of ownership, including installation, maintenance, energy consumption, and downtime. A slightly more expensive conveyor upfront might save you money in the long run if it requires less maintenance and operates more reliably. And don't forget about energy efficiency - a big factor now.
Global Applications and Industry-Specific Uses
The construction industry relies heavily on conveyors for moving materials like sand, gravel, and concrete. In mining, they’re essential for transporting ore and minerals. Food processing utilizes them for handling everything from raw ingredients to finished products. E-commerce fulfillment centers wouldn't function without extensive conveyor networks. Really, almost every sector benefits from their implementation.
In remote industrial zones, like those I’ve worked in across South America and Asia, conveyors are often the only feasible way to move materials over difficult terrain. They minimize reliance on manual labor and reduce transportation costs. In post-disaster relief operations, portable conveyor systems can be quickly deployed to move emergency supplies and debris.
We are seeing particularly innovative uses in the agricultural sector, from automated harvesting systems to precision sorting of produce. And in the automotive industry, conveyors are integral to assembly line processes, ensuring a continuous flow of parts and components. The specific conveyor types and applications are always dictated by the industry’s unique needs.
conveyor types and applications Performance Comparison
Advantages of Optimized Conveyor Systems
Reduced labor costs are a significant benefit. Automating material handling frees up workers to focus on more skilled tasks, increasing overall productivity. This is a huge win for businesses facing labor shortages.
Improved safety is another major advantage. Minimizing manual handling reduces the risk of injuries, creating a safer work environment. And let's be honest, that's something every project manager should prioritize.
Future Trends and Innovations in Conveyor Technology
We're seeing a growing trend towards smart conveyors – systems equipped with sensors, data analytics, and AI. These systems can monitor performance, predict maintenance needs, and optimize throughput in real-time. It's about moving beyond simply moving materials to truly understanding the flow and maximizing efficiency.
Sustainable materials and energy-efficient designs are also gaining prominence. Companies are looking for ways to reduce their environmental footprint, and conveyors are a key area for improvement. We are seeing more use of recycled materials and variable frequency drives to minimize energy consumption.
The integration of robotics and automated guided vehicles (AGVs) with conveyor systems is another exciting development. This allows for greater flexibility and automation throughout the entire material handling process.
Common Challenges and Effective Solutions
One common challenge is dealing with inconsistent material flow. This can lead to bottlenecks and delays. Solutions include implementing buffer zones, using variable speed drives, and optimizing conveyor layouts. You need to analyze the flow and identify the pinch points.
Maintenance can be another headache. Regular inspections, preventative maintenance, and the use of durable components are essential. Remote monitoring systems can also help identify potential problems before they lead to downtime. I always tell teams, a little preventative work saves a lot of headaches later.
Integrating legacy systems with new technologies can be tricky. A phased approach, careful planning, and the use of compatible interfaces are crucial for a successful implementation. Don’t try to rip everything out and start over; work with what you have.
Summary of Common Conveyor System Challenges and Solutions
| Challenge |
Impact on Operations |
Solution |
Implementation Cost (1-10) |
| Inconsistent Material Flow |
Bottlenecks, Delays, Reduced Throughput |
Buffer Zones, Variable Speed Drives, Optimized Layouts |
6 |
| High Maintenance Requirements |
Downtime, Increased Costs, Reduced Reliability |
Preventative Maintenance, Durable Components, Remote Monitoring |
7 |
| System Integration Challenges |
Compatibility Issues, Data Silos, Implementation Delays |
Phased Approach, Compatible Interfaces, API Integration |
8 |
| Material Degradation |
Product Damage, Increased Waste, Quality Control Issues |
Gentle Conveyor Systems, Proper Belt Selection, Controlled Speed |
5 |
| Energy Consumption |
High Operating Costs, Environmental Impact |
Variable Frequency Drives, Energy-Efficient Motors, Optimized Routing |
4 |
| Safety Concerns |
Worker Injuries, Regulatory Compliance Issues |
Guarding, Emergency Stop Mechanisms, Safety Training |
9 |
FAQS
Choosing the right conveyor system for a warehouse requires careful consideration of several factors. You need to analyze your throughput requirements – how much material you need to move per hour. Consider the types of materials being handled, their weight and dimensions, and whether they require special handling. Also assess the warehouse layout, available space, and potential for future expansion. Finally, don’t forget about budget, maintenance requirements, and energy efficiency. It's a holistic assessment.
Worker safety is paramount. Ensure the system is equipped with appropriate guarding to prevent accidental contact with moving parts. Implement emergency stop mechanisms at strategic locations. Provide comprehensive training to all operators and maintenance personnel. Regular inspections and maintenance are also crucial. Compliance with relevant safety standards and regulations is non-negotiable. Don't cut corners on safety.
Belt conveyors use a continuous belt to transport materials, ideal for handling a wide range of products, including irregular shapes and powders. Roller conveyors use a series of rollers to move items, best suited for boxes, pallets, and other rigid objects. Belt conveyors are generally better for accumulating items, while roller conveyors are more efficient for straight-line transport. The best choice depends on your specific application.
Regular maintenance is crucial for reliable operation. This includes inspecting belts for wear and tear, lubricating bearings and chains, checking motor performance, and tightening loose bolts. Periodic cleaning is also essential to remove debris and prevent buildup. A preventative maintenance schedule, based on manufacturer recommendations, will help minimize downtime and extend the lifespan of the system.
Absolutely! Conveyor systems are increasingly being integrated with robotics, AGVs, and warehouse management systems (WMS). This integration enables fully automated material handling processes, improved efficiency, and real-time data tracking. Smart conveyors can even communicate with other systems to optimize throughput and respond to changing demands. It's the future of material handling.
Lead times can vary significantly depending on the complexity of the system and the manufacturer’s workload. Simple systems might be installed in a few weeks, while more complex, custom-designed systems could take several months. It's essential to plan ahead and allow ample time for design, fabrication, delivery, and installation. Working with a reputable supplier who can manage the entire process is highly recommended.
Conclusion
Understanding conveyor types and applications is no longer simply a matter of choosing the right equipment; it’s about optimizing your entire operation for efficiency, safety, and sustainability. From initial design considerations to ongoing maintenance, a well-planned and implemented conveyor system can deliver significant benefits, reducing costs, improving productivity, and creating a safer work environment.
Looking ahead, the trend towards smart conveyors and integrated automation will continue to accelerate. By embracing these technologies and prioritizing preventative maintenance, businesses can unlock even greater value from their material handling systems. If you’re looking to upgrade or implement a new system, I encourage you to explore the options available at www.jtconveyor.com.