Continuous conveyor systems are the backbone of modern material handling, integral to industries ranging from mining and agriculture to manufacturing and logistics. These systems aren't simply about moving materials; they represent efficiency, cost reduction, and increased productivity. Understanding the different main types of conveyor is crucial for optimizing processes and selecting the right solution for specific needs.
Globally, the demand for efficient material handling solutions is driven by factors like growing industrialization, increasing automation, and the need for streamlined supply chains. According to the World Bank, global trade volumes are projected to continue rising, placing greater emphasis on robust and reliable conveyor systems. Addressing challenges such as varying terrain, material types, and environmental conditions requires careful consideration of the diverse main types of conveyor available.
The efficiency gains achieved through optimized conveyor systems directly translate to economic benefits, reducing operational costs and improving overall competitiveness. Choosing the correct conveyor type is not merely a technical decision but a strategic one impacting the entire value chain.
The Importance of Understanding Main Types of Conveyor
Choosing the right conveyor system is far more than a simple purchase; it's an investment in operational efficiency and long-term productivity. Different main types of conveyor cater to specific materials, environments, and throughput requirements. A thorough understanding of these options allows businesses to avoid costly mistakes and optimize their material handling processes.
Failing to select the correct system can result in bottlenecks, increased maintenance costs, and even safety hazards. Considering factors like material abrasiveness, conveying distance, and elevation changes are critical when evaluating the various main types of conveyor available.
Defining Main Types of Conveyor Systems
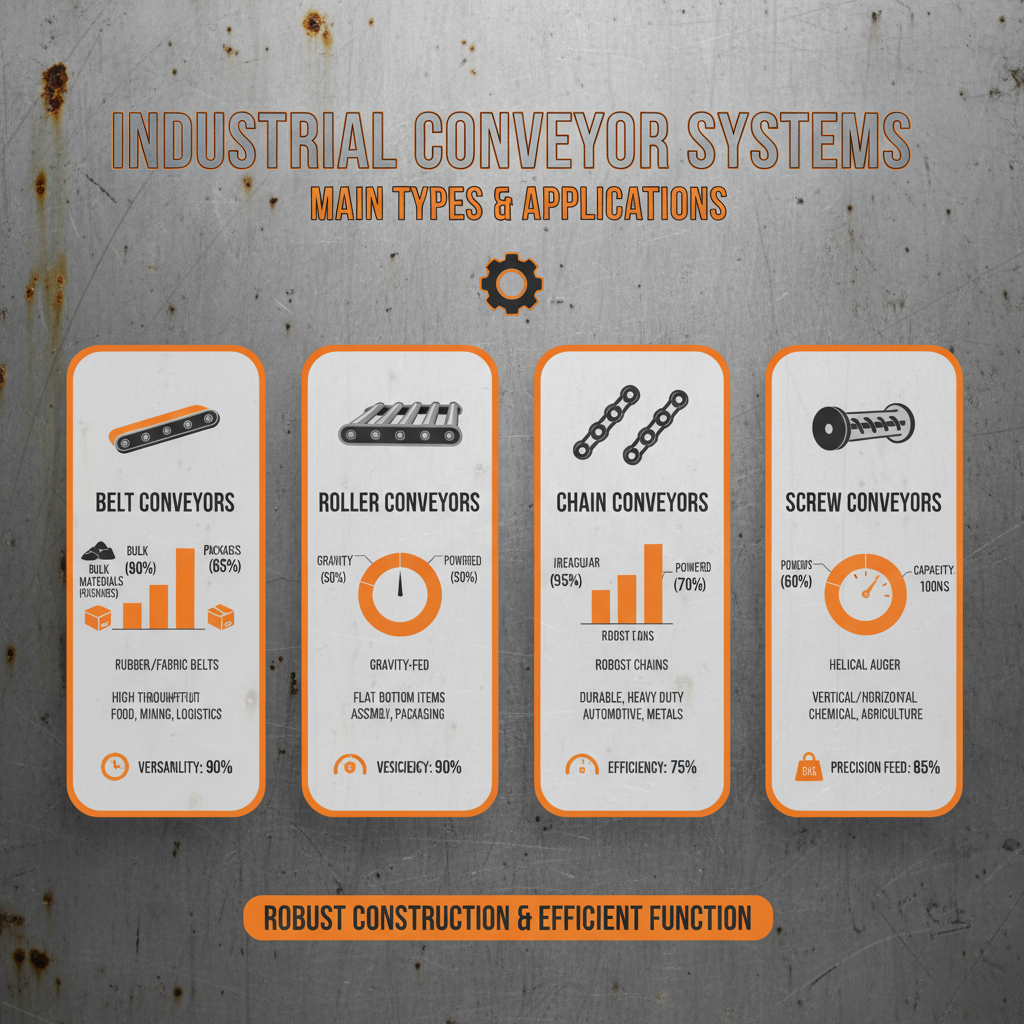
At its core, a conveyor system is a mechanical handling device that moves materials horizontally or vertically. However, the specific design and operation vary significantly depending on the application. The main types of conveyor include belt conveyors, roller conveyors, chain conveyors, screw conveyors, and more specialized options like corrugated sidewall conveyors and pneumatic conveyors.
Each type excels in different scenarios. Belt conveyors are versatile and ideal for a wide range of materials, while roller conveyors are excellent for transporting items with flat bottoms. Chain conveyors are robust and suited for heavy loads, and screw conveyors are effective for moving bulk materials. Understanding these fundamental differences is key to making informed decisions.
Modern conveyor systems are increasingly integrated with automation technologies, such as sensors, PLCs, and variable frequency drives, to enhance efficiency, reliability, and safety. This integration further expands the range of capabilities offered by the different main types of conveyor.
Core Characteristics of Effective Conveyor Systems
Several key characteristics define an effective conveyor system. Durability is paramount, ensuring long-term reliability and minimizing downtime. A well-designed system should be able to withstand the stresses of continuous operation and the specific demands of the materials being conveyed.
Scalability is another critical factor. A system that can be easily expanded or reconfigured to accommodate changing production needs is a valuable asset. This flexibility allows businesses to adapt to evolving market demands without significant capital expenditure. Considering future growth when selecting from the main types of conveyor is crucial.
Cost efficiency is always a concern. While initial investment is important, it’s essential to consider the total cost of ownership, including maintenance, energy consumption, and potential downtime. Choosing a system that offers a balance between performance and affordability is essential.
Practical Applications Across Industries
The main types of conveyor find applications in a vast array of industries. In mining, heavy-duty belt conveyors transport ore and minerals from extraction sites to processing facilities. In agriculture, conveyor systems are used for sorting, grading, and packaging produce.
Manufacturing relies heavily on conveyors for assembling products, moving components between workstations, and handling finished goods. Logistics and distribution centers utilize conveyor systems for sorting packages, automating order fulfillment, and streamlining warehouse operations. In food processing, sanitary conveyors are essential for maintaining hygiene standards while moving ingredients and products.
Industry Adoption of Main Types of Conveyor
Advantages and Long-Term Value Proposition
The advantages of implementing well-chosen main types of conveyor are substantial. Tangible benefits include reduced labor costs, increased throughput, and improved material flow. By automating material handling processes, businesses can free up personnel to focus on more value-added activities.
From a long-term perspective, conveyor systems offer increased reliability, reduced risk of injury (through automation), and a contribution to sustainability by optimizing resource utilization. Investing in a robust conveyor system is a strategic move that enhances operational efficiency and strengthens a company’s competitive position.
Future Trends in Conveyor Technology
The future of conveyor technology is characterized by increasing automation, integration with the Industrial Internet of Things (IIoT), and a focus on sustainability. Smart conveyors equipped with sensors and data analytics capabilities are enabling predictive maintenance, optimizing performance, and reducing energy consumption.
The adoption of modular conveyor designs is also gaining momentum, allowing for greater flexibility and faster installation times. Furthermore, advancements in materials science are leading to the development of lighter, stronger, and more durable conveyor components.
We can expect to see increasing integration of robotics with conveyor systems, creating fully automated material handling solutions. These innovations will continue to drive efficiency and productivity gains across industries.
Common Challenges and Innovative Solutions
Despite their many advantages, conveyor systems can present certain challenges. Common issues include material buildup, belt misalignment, and component wear and tear. These problems can lead to downtime, reduced efficiency, and increased maintenance costs.
Innovative solutions are emerging to address these challenges. Belt cleaners, impact beds, and automatic tensioning systems help minimize material buildup and prevent belt damage. Advanced sensor technologies can detect misalignment and trigger corrective action. Regular inspections and preventative maintenance programs are also essential for ensuring optimal performance.
Careful consideration of material properties, environmental conditions, and operating parameters is crucial for selecting the appropriate main types of conveyor and implementing effective maintenance strategies.
Summary of Common Conveyor Challenges and Solutions
| Challenge |
Root Cause |
Impact on Operations |
Potential Solution |
| Material Buildup |
Sticky or abrasive materials |
Reduced efficiency, belt damage |
Belt cleaners, scraper systems |
| Belt Misalignment |
Uneven loading, improper tracking |
Belt wear, increased downtime |
Automatic tracking systems, regular alignment checks |
| Component Wear |
Continuous operation, abrasive materials |
Reduced reliability, increased maintenance |
High-quality components, preventative maintenance |
| Energy Inefficiency |
Old technology, improper motor sizing |
Increased operating costs |
Variable Frequency Drives (VFDs), energy-efficient motors |
| System Bottlenecks |
Inadequate capacity, poor layout |
Reduced throughput, increased wait times |
Capacity upgrades, optimized system layout |
| Safety Concerns |
Lack of guarding, improper training |
Accidents, injuries |
Safety guards, emergency stops, comprehensive training |
FAQS
Belt conveyors are ideal for a wider range of materials, including irregular shapes and powders, due to their continuous surface. They are also quieter in operation. Roller conveyors, on the other hand, are best suited for transporting items with flat, rigid bottoms, like boxes and pallets. They offer lower friction and can handle heavier loads, but are less versatile. Selecting the best type hinges on your specific material handling requirements.
Determining conveyor capacity involves considering several factors, including the material's bulk density, flow rate, and the required throughput. Calculating the required belt speed and width is crucial. It’s best to factor in a safety margin to accommodate future growth and potential fluctuations in demand. Consulting with a conveyor system specialist is highly recommended for accurate capacity planning.
Regular maintenance is vital for ensuring reliable operation. This includes inspecting belts for wear and tear, lubricating moving parts, checking alignment, and cleaning debris buildup. Implementing a preventative maintenance schedule with routine inspections and component replacements can significantly reduce downtime and extend the system's lifespan.
Safety is paramount. Essential features include emergency stop buttons, safety guards around moving parts, light curtains, and proper signage. Comprehensive training for personnel operating and maintaining the system is crucial. Regular safety inspections should be conducted to identify and address potential hazards.
Modular conveyor systems offer unparalleled flexibility and scalability. They can be easily reconfigured or expanded to adapt to changing production needs without significant disruption. This modularity reduces installation time and costs, making them ideal for dynamic environments. They are also easier to maintain, as individual modules can be quickly replaced.
Conveyor systems can be seamlessly integrated with PLCs, sensors, and robotics to create fully automated material handling solutions. Sensors can detect material presence, track position, and trigger automated actions. PLCs control the conveyor’s speed, direction, and other functions. Robotics can be used for picking, placing, and sorting items on the conveyor. A well-integrated system maximizes efficiency and reduces manual labor.
Conclusion
In conclusion, understanding the main types of conveyor is paramount for optimizing material handling processes across diverse industries. From their fundamental role in increasing efficiency and reducing costs to their potential for integration with cutting-edge technologies, conveyor systems represent a vital component of modern operations. A well-chosen and properly maintained conveyor system provides long-term value, enhancing productivity, improving safety, and strengthening a company’s competitive edge.
As technology continues to evolve, we can expect to see even more innovative conveyor solutions emerge, driven by the demand for increased automation, sustainability, and flexibility. By staying informed about the latest trends and best practices, businesses can leverage the power of conveyor systems to achieve their operational goals and thrive in a dynamic global marketplace. Visit our website at www.jtconveyor.com to learn more about how we can help you find the perfect conveyor solution for your needs.